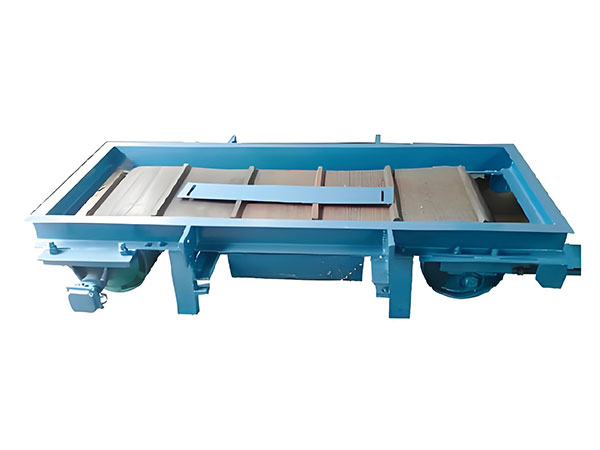
树脂砂生产线是由磁选皮带输送机、震动破碎再生机、离心转子二次二级再生机、砂库、斗式提升机(3套)、移动双臂连续式树脂砂混砂机、脉冲反吹式除尘器等设备组成的。
树脂砂生产线工艺流程:浇注后的砂箱及铸件由行车吊至惯性振动落砂机上,经落砂处理后,铸件运到清铲车间,砂箱运至砂箱库备用。大块夹皮,冒口由人工分拣,通过落砂栅格的砂子、砂团以及小块冷铁落至磁选皮带机,经磁选后输送至多功能振动破碎再生机进行破碎、脱膜、筛分,经过筛分后的砂子进1#斗式提升机,由提升机提升至离心转子二级再生机进行强力再生,充分脱膜。混合着微粉、灰尘、树脂膜的再生砂经流砂槽流入流幕式风选机,风选机连接着旋风除尘器及脉冲式反吹除尘器,将微粉、灰尘去除。再生砂再经2#斗式提升机提升至砂库备用。移动双臂式连续树脂砂混砂机上方进料口由气动闸板与砂库下方出砂口相连,按下混砂机电控箱混砂按扭后,气动闸板自动打开,定好量的砂子由砂库流入混砂机。在混砂机中砂子经螺旋片向前输送至混砂开始端,自近端控制阀加入固化剂,经小叶片搅拢预混至后面的近端阀加入树脂,进入混砂端。固化剂、树脂、再生砂充分混匀后送至前端出料口自动流入准备好的砂箱内用于造型、制芯。此设备由进口PLC(编程可控)控制自动化性能,适用于树脂砂工艺的中小铸造企业。
采用树脂砂铸造生产线进行整体铸造,是国内外铸造领域的重要发展方向,其技术程度低,容易掌握,铸造出来的工件密实度高,铸件表面光洁,棱角清晰,尺寸精度高,减少了铸型的热冲击变形(如胀砂等);型砂的溃散性好,清理、打磨容易,从而减少了落砂清铲修整工序中对铸件形状精度的损害;有机铸型低、热稳定性好、透气性好,可以大大减少铸件的粘砂、夹砂、砂眼、气孔、缩孔、裂纹等铸件缺陷,从而降低废品率,提高铸件品质,可以制造出用粘土砂难以做出的复杂件、关键件;旧砂回收再生容易,可以达到 90— 95%的再生回收率。在节约新砂、减少运输、防止废弃物公害等方面效果。由于树脂砂铸造工艺优势明显,已日益受到市场的青睐,得到了迅速发展,已逐步成为铸件市场的主流产品。树脂砂铸造上世纪50年代开始在铸造行业出现和使用,到现在已经有几十年的历史了,其生产工艺和设备已相当成熟和完善。
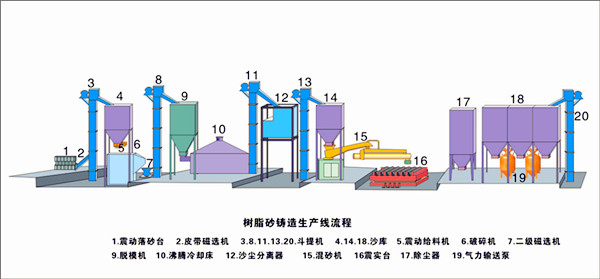
树脂砂处理工艺流程为:由振动开箱落砂、一级磁选输送、振动破碎、二级磁选、搓擦脱膜再生、沙尘分离、沸腾冷却、除尘,然后通过输送到沙库,通过树脂砂混砂机搅笼填箱造型,再振实硬化、起膜、合箱、浇铸的一个过程。
全线采用技术生产的电器电子元件,树脂砂混砂机采用的日本原装PLC可编程序控制器自动控制,头、尾砂少,各运转设备设置可靠的联锁保护系统,使全线设备操作、监控简单,制约保护充分,全线的电气控制系统设备和安装符合GB/T5226-1996(工业机械电气设备通用技术条件)和国家有关的安全事故预防标准JB5545-92(铸造机械安全防护技术条件)。特点:本生产线结构紧凑、简洁、占地面积小,自动化程度高,设备投资低,生产效率高,设备经久耐用,极少需要修理。
注意事项:
树脂砂回用普遍存在的一个问题就是树脂、固化剂消耗高,我们公司通过多年积累的经验,帮大家分析一下原因:
1.型砂温度过高,尤其是在夏天,夏天温度本来就高,开箱以后型砂的温度非常高,有的还是火红的,不容易冷却,好将型砂冷却到40摄氏度以下,具体解决办法就是多采购一天的型砂使用量,加大型砂冷却砂库,不要太依靠物理降温,因为刚开箱的型砂温度大多数在5-600摄氏度,就是进入冷库也需要一定的时间才能够把温度降下来,所以一定要先自然冷却到一定程度才能够处理使用,冷却系统只是起到一个辅助作用,加快降温而已。
2.型砂粉尘过多,大多数公司生产的设备除尘系统搭配都不合理,除尘器偏小,吸风管道偏小,导致型砂处理不干净。
3.操作不当,树脂、固化剂与型砂比例控制不严格,采用PLC自动控制程序,严格控制型砂与树脂、固化剂比例。